Работа коленчатого вала двс
Содержание:
Форма коленчатого вала
Форма коленчатого вала зависит от количества и расположения цилиндров, их порядка работы и тактов, которые выполняются цилиндропоршневой группой. В зависимости от этих факторов коленвал может быть с разным количеством шатунных шеек. Есть моторы, в которых на одну шейку воздействует нагрузка от нескольких шатунов. Примером таких агрегатов служат ДВС V-образной формы.
Даная деталь должна изготавливаться так, чтобы в процессе вращение на высоких оборотах была максимально минимизирована вибрация. В зависимости от количества шатунов и порядка образования вспышек в коленвалах могут использоваться противовесы, но также существуют и модификации без этих элементов.
Все коленчатые валы делятся на две категории:
- Полноопорные коленвалы. Количество коренных шеек увеличено на оду по сравнению с шатунными. Это обусловлено тем, что по бокам каждой шатунной шейки стоят опоры, которые также служат осью кривошипно-шатунного механизма. Такие коленвалы используются чаще всего, так как производитель может использовать облегченный материал, что влияет на КПД двигателя.
- Неполноопорные коленвалы. В таких деталях коренных шеек меньше, чем шатунных. Такие детали изготавливаются из более прочных металлов, чтобы в процессе вращения они не деформировались и не сломались. Однако такая конструкция приводит к увеличению веса самого вала. В основном такие коленчатые валы использовались в низкооборотных моторах прошлого столетия.
Полноопорная модификация показала себя более легкой и надежной, поэтому ее используют в современных ДВС.
Виды валов и осей машины
Виды валов
Оси — поддерживают вращающиеся части машин. Они могут быть вращающимися и неподвижными.
Валы — не только поддерживают, но и передают вращение.
Бывают: прямые, кривошипные и коленчатые.
Валы рассчитывают на одновременное действие крутящего и изгибающего моментов.
Оси рассчитывают только на изгиб.
- вал с прямой осью;
- коленчатый вал;
- гибкий вал;
- карданный вал.
Виды осей
- неподвижные;
- подвижные.
Оси и валы отличаются от прочих деталей машины тем, что на них насаживаются зубчатые колёса, шкивы и другие вращающиеся части. По условиям работы оси и валы отличаются друг от друга.
Осью называют деталь, которая лишь поддерживает насаженные на неё детали. Ось не испытывает кручения, поскольку нагрузку на неё идёт от расположенных на ней деталей. Она работает на изгиб и не передаёт вращающий момент.
Что же касается вала, то он не только поддерживает детали, но и передаёт момент вращения. Поэтому вал испытывает как изгиб, так и кручение, иногда также сжатие и растяжение. Среди валов выделяют торсионные валы (или просто торсионы), которые не поддерживают вращение деталей и работают исключительно на кручение. Примеры — это карданный вал автомобиля, соединительный валик прокатного стана и многое другое.
Виды концов валов
- конический;
- цилиндрический.
Участок в опоре вала или оси называется цапфой, если воспринимает радиальную нагрузку, или пятой, если на него осуществляется осевая нагрузка. Концевая цапфа, принимающая радиальную нагрузку, называется шипом, а цапфу, находящуюся на некотором расстоянии от конца вала, называют шейкой. Ну а та часть вала или оси, которая ограничивает осевое перемещение деталей, называется буртиком.
Посадочная поверхность оси или вала, на которую, собственно, и устанавливаются вращающиеся детали, часто делают цилиндрическими и реже — коническими, чтобы облегчить постановку и снятие тяжёлых деталей, когда требуется высокая точность центрирования. Поверхность, обеспечивающая плавный переход между ступенями, носит название галтели. Переход может выполняться с использованием канавки, которая делает возможным выход шлифовального круга. Концентрация напряжения может быть уменьшена за счёт уменьшения глубины канавок и увеличения закругления канавок и гантелей, насколько возможно.
Чтобы сделать установку вращающихся деталей на ось или вал проще, а также предотвратить травмы рук, торцы делают с фасками, то есть немного обтачивают на конус.
Виды осей и валов
Ось может быть вращающейся (например, ось вагона) или не вращающейся (например, ось блока машины для подъёма грузов).
Пример валов на мяльной машине
В качестве хорошего примера использования различных видов валов и осей можно привести мяльную машину. В ней действительно совмещается большое количество этих деталей и наглядно можно все рассмотреть.
Ну а вал может быть прямым, коленчатым или гибким. Прямые валы распространены шире всего. Коленчатые находят применение в кривошипно-шатунных передачах насосов и двигателей. Они преобразовывают возвратно-поступательные движения во вращательные, либо наоборот. Что касается гибких валов, то они являются, по сути, мног заходными пружинами кручения, витыми из проволок. Их используют, чтобы передавать момент между узлами машины, если они при работе меняют положение относительно друг друга. И коленчатые, и гибкие валы классифицируются как специальные детали и изучаются на специальных учебных курсах.
Чаще всего ось или вал имеют круглое сплошное сечение, но могут они иметь и кольцевое поперечное сечение, которое позволяет уменьшить общую массу конструкции. Сечение некоторых участков вала может иметь шпоночную канавку или шлицы, а может быть и профильным.
При профильном соединении детали между собой скрепляются с помощью контакта по круглой не плавной поверхности и могут, помимо крутящего момента, передавать и осевую нагрузку. Несмотря на надёжность профильного соединения, его нельзя назвать технологичным, так что применение у них ограничено. Шлицевое же соединение классифицируют по форме профиля зубьев — оно может быть прямобочным, эвольвентным или треугольным.
Металл коленвала
Коленчатый вал ДВС воспринимает большие нагрузки, поэтому он изготавливается с большим запасом прочности. Материалы для изготовления коленвала следующие:
- углеродистая сталь;
- хромомарганцевая сталь;
- хромоникельмолибденовая сталь;
- высокопрочный чугун.
Марки стали состава коленвала в порядке распространенности:
- Сталь 45. Означает, что в сплаве металла содержится от 0,42 до 0,5 %!углерода (С).
- Сталь 45Х. Это конструкционный легированный сплав, в котором содержится хром в количестве 1%! Из справочников по ГОСТу хрома содержится в этой марке от 0,8 до 1,1 %!
- Сталь 45Г2. Буква Г в шифре стали означает, что содержится марганец (Mn) в количестве 2%!
- Сталь 50Г. Этот шифр обозначает, что это марганцевая сталь с содержанием 1%!марганца (Mn) и 0,5%!углерода (С).
Если в шифре сплава металла содержится более, чем 2,14%!углерода (С), то — это чугун.
Устройство коленчатого вала
Коленчатый вал внешне полностью соответствует названию, так как состоит из нескольких колен, расположенных на одной оси. Колена это крупные выступы сложной формы, отлитые единым целым с валом. Колена предназначены для крепления шатунов, на которых, в свою очередь, закреплены поршни. Кроме колен у вала есть и другие элементы. Прежде всего, это шейки, то есть цилиндрические опорные «проставки» между коленами, позволяющие крепить вал в теле блока цилиндров.
Коленчатый вал в процессе эксплуатации автомобиля прирабатывается к тому двигателю, в котором он установлен. Поэтому переставлять бывший в употреблении коленвал в другой блок не рекомендуется
Коленвал
Для обеспечения проворачивания шатунов в конструкции коленвала присутствуют другие опорные шейки, которые называются шатунными. В отличие от коренных, они расположены не на одной оси с коренными шейками, а с в стороне. Коренные шейки соосны с отверстиями в нижних концах шатунов.
Каждое колено вала состоит из двух щек и одной шейки, на которой «надет» нижний конец шатуна. Шатуны, двигаясь вверх и вниз, давят на шатунные шейки и заставляют вал вращаться. Так и осуществляется трансформация возвратно-поступательного движения во вращение.
Помимо колен с шатунными шейками коленчатый вал имеет еще и противовесы для уравновешивания остаточных масс вала. Насколько важны эти элементы, можно представить, вспомнив, что средняя скорость вращения коленчатого вала при работе двигателя примерно 3000 оборотов в минуту. Коленчатый вал – деталь сложной формы. Чтобы тяжелые колена при вращении не создавали разрушительной вибрации, каждое из них и уравновешено своим противовесом.
Хотя при производстве коленчатого вала выполняются условия высочайшей точности, минимальное биение при вращении неизбежно. Именно поэтому текущие сальники коленвала одинаковы у Запорожца и Мерседеса
Внутри тела коленчатого вала имеются специальные каналы для подачи масла к коренным и шатунным вкладышам и специальные пустоты, закрытые пробками, для улавливания грязи и частиц износа присутствующих в масле. При помощи этой системы вал при вращении мягко скользит в точках крепления, обильно смазанных чистым моторным маслом. При ремонте коленчатого вала пробки вскрываются и выполнятся прочистка пустот и каналов подачи масла с последующей продувкой воздухом под давлением.
На переднем конце (носке) коленчатого вала при помощи фрезеровального станка вырезают шпоночный паз для крепления звездочки привода ГРМ и шкива привода вспомогательных механизмов.
На заднем конце вала на токарном станке вытачивают фланец, в котором имеется центральное отверстие под подшипник, служащий опорой первичного вала КПП. Фланец также имеет отверстия с резьбой для крепления маховика.
Впереди и сзади коленчатый вал уплотнен сальниками, препятствующими утечке масла в тех местах, где концы маховика выходят наружу из блока цилиндров.
Помимо двигателей внутреннего сгорания, и даже до их появления, коленчатый вал нашел применение в поршневых двигателях, компрессорах, насосах, в прессовых установках и других механизмах, где используется кривошипно-шатунный механизма.
Коленчатый вал – деталь для каждого двигателя уникальная, и переставить ее из одного двигателя в другой можно, но не рекомендовано. На каждом двигателе колена вала расположены по своему, и расположение их зависит от расположения и количества цилиндров, рабочего цикла, длины хода поршня и еще массы параметров.
Устройство распредвала
Распредвал выполняет далеко не последнюю функцию в работе двигателя автомобиля – он синхронизирует впуск и выпуск тактов работы двигателя.
В зависимости от типа двигателя, ГРМ может быть с нижним расположением клапанов (в блоке цилиндров), так и с верхним расположением клапанов (в головке блока цилиндров).
В современном моторостроении предпочтение отдаётся верхнему расположению ГРМ. Это позволяет упростить процесс обслуживания, регулировки и ремонта распредвала, благодаря простоте доступа к деталям ГРМ.
Конструктивно распредвал связан с коленвалом двигателя. Это соединение осуществляется посредством ремня или цепи. Ремень или цепь распредвала надета на шкив распредвала и звездочку коленвала. Привод распределительного вала осуществляется за счет коленчатого вала.
Наиболее эффективным считается шкив распредвала — разрезная шестерня, который применяется для тюнинга рапредвала с целью увеличения мощностных характеристик двигателя.
На головке блока цилиндров расположены подшипники, в которых вращаются опорные шейки распредвала. В случае ремонта для крепления опорных шеек используются ремонтные вкладыши распредвала.
Осевой люфт распредвала предотвращают фиксаторы распредвала. По оси распределительного вала выполняется сквозное отверстие. Через него осуществляется смазка трущихся поверхностей деталей. С задней стороны это отверстие закрывает заглушка распредвала.
Кулачки распредвала – важнейшая составная часть. Их количество соответствует количеству впускных и выпускных клапанов двигателя. Именно кулачки и выполняют основное назначение распредвала – регулировка фаз газораспределения двигателя и порядок работы цилиндров.
Каждый клапан имеет свой, индивидуальный кулачок, который его и открывает, «набегая» на толкатель. Когда кулачок сходит с толкателя, под действием мощной возвратной пружины клапан закрывается.
Кулачки распредвала располагаются между опорными шейками. Два кулачка: впускной и выпускной на каждый цилиндр. Кроме того, на вал крепится шестерня для привода прерывателя-распределителя и масляного насоса. Плюс эксцентрик для приведения в действие топливного насоса.
Газораспределительная фаза распредвала подбирается опытным путём, и зависит от конструкции впускных и выпускных клапанов и числа оборотов двигателя. Производители для каждой модели двигателя указывают фазы распредвала в виде диаграмм или таблиц.
На опорах распредвалов устанавливается крышка распредвала. Передняя крышка распредвала – общая. В ней установлены упорные фланцы, входящие в проточки в шейках распредвалов.
Расположение, особенности конструкции
Коленчатый вал установлен под блоком цилиндров, внутри картера ДВС. При таком расположении механизм находится в масляной ванне (за счет чего обеспечивается смазка, рассмотрим позже). Но есть и исключения. Это оппозитные ДВС автомобилей «Порш» и «Субару». В этих авто цилиндры располагаются горизонтально, а потому коленвал находится между рядами цилиндров, в центре ДВС. Такая конфигурация привлекательна тем, что автомобиль имеет более низкий центр тяжести, а сам ДВС более компактный и хорошо отбалансирован.
Конфигурация колен, их число и расположение зависит от:
- Порядка работы цилиндров.
- Количества цилиндров в ДВС.
В устройство коленчатого вала входят:
- Опорные шейки. Выполняют опорную функцию. Данные шейки располагаются на главной оси вала.
- Шатунные шейки. Их особенность в том, что они смещены относительно вала. К шатунным шейкам крепятся шатуны. Именно через эти шейки передается толкательное усилие от поршней на коленчатый вал.
- Щеки. Для чего нужны они? Их функция – соединить шатунные и коренные шейки.
- Балансиры. Служат для исключения колебаний вала при его вращении.
- «Носок». Это передняя часть вала, что выступает за картер ДВС. На этом участке крепится шкив, благодаря которому вращается ремень ГРМ и ремни навесных агрегатов.
- Хвостовик. Это задняя часть вала. На хвостовике закреплен маховик. Именно он передает крутящий момент на коробку передач посредством ведомого диска сцепления.
- Сальники. Всего их два – передний и задний. Сальники служат для уплотнения соединений и предотвращают течь масла через хвостовик и «носок» вала.
- Подшипники. Служат для легкого вращения вала. Всего их несколько. Это подшипники хвостовика и «носка» коленвала.
https://youtube.com/watch?v=pFmfP2qxRdo
О системе смазки
Так как вкладыши являются подшипниками скольжения, им требуется смазка. Она осуществляется под давлением. К опоре коренного подшипника вала обеспечивается подача смазки от общей магистрали. Масло подается под давлением.
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
https://youtube.com/watch?v=tevB1eKeeVU
https://youtube.com/watch?v=tevB1eKeeVU
Проточка постели коленчатого валаШлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Замер осевых смещений коленвала с помощью щупаКомплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Стенд с установленным индикатором часового типа для замера биений коленчатого валаИндикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
Сальник коленвала требующий замены
Это интересно: Технические характеристики 4B11 2,0 л/165 л. с.
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Материал и технология изготовления заготовок коленчатых валов
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле[источник не указан 304 дня].
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC)[источник не указан 304 дня].
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом[источник не указан 304 дня].
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине[источник не указан 304 дня].
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными[источник не указан 304 дня].
Чугунные коленчатые валы
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве[источник не указан 304 дня].
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Виды
Что же касается разновидностей распределительных валов двигателя, то их классифицируют в зависимости от расположения и количества на двигателе внутреннего сгорания. Распредвал является ключевым компонентом газораспределительного механизма и всего двигателя. В зависимости от того, как располагается этот элемент, выделяют 2 варианта:
- с нижним расположением;
- с верхним размещением.
Отсюда и разделение моторов внутреннего сгорания с верхним и нижним распредвалов. Когда-то нижнее расположение считалось лучшим и самым оптимальным для автомобильных двигателей. Но они были актуальными до 50-х годов прошлого века. Именно тогда все моторы создавались нижнеклапанного типа. Потому и распределительный вал находился снизу силовой установки. Тарелки клапанов размещались так, что они смотрели вверх. Подобная схема изготовления моторов объяснялась тем, что это проще и дешевле в плане производства. При этом страдал фактор производительности, о чём инженеры догадались несколько позже, когда появился новый вариант размещения распределительного вала. Учитывая объективные недостатки, от старой схемы с нижним расположением постепенно начали отказываться. Ему на смену пришла уже классическая и привычная схема с головкой блока цилиндров и установленными в ней клапанами и распределительным валом. Теперь клапана начали открываться вниз, а схема получила верхнее расположение распредвала.
Хотя нельзя отрицать тот факт, что даже на некоторых современных двигателях продолжают использовать нижневальную систему, где клапана располагаются сверху. Только она значительно усовершенствовалась по сравнению с предшественниками, а потому имеет полное право на существование при грамотной реализации. Двигатели с нижним расположением распределительного вала отличаются тем, что здесь дополнительно предусматривается установка специальных штанг. Они применяются для компенсации расстояния, которое имеется между кулачками распредвала и толкателями клапанов, находящихся в головках цилиндров. Даже несмотря на наличие современных нижневальных двигателей внутреннего сгорания, они считаются устаревшей схемой, а потому большинство автопроизводителей уже давно не используют её в производстве своих силовых агрегатов. Такие методы размещения требуют дополнительных мер, они характеризуются внушительными технологическими ограничениями, не позволяют развивать высокие обороты.
Количество валов
Отдельно рассматриваются виды двигателей в зависимости от того, сколько распределительных валов предусмотрено в их конструкции. Если заглянуть в подкапотное пространство современного силового агрегата, можно встретить несколько вариантов:
- Газораспределительные механизмы (ГРМ), оснащённые только одним распредвалом;
- ГРМ, конструкция которых включает пару распределительных валов;
- Двигатели, где используется более 2 распредвалов.
Именно первые два типа двигателей внутреннего сгорания, где газораспределительный механизм включает 1 или 2 распредвала, являются наиболее популярными и распространёнными. Зачастую количество распредвалов зависит напрямую от количества клапанов на цилиндр. Если у двигателя конструкция предусматривает от 3 и более клапанов, которые приходятся на 1 цилиндр, то здесь скорее всего будет использовать двухраспредвальная схема. Несмотря на наличие таких правил и закономерностей, исключения встречаются всегда и везде. Компания Mitsubishi из Японии выпускает модель Lancer, под капотом которого может размещаться рядный четырёхцилиндровый двигатель, именуемый как 4G18. На каждом цилиндре здесь сразу 4 клапана, но распределительный вал используется всего один. А если взять в качестве примера модель гиперкара Veyron производства компании Bugatti, то есть конструкторы предусмотрели сразу 4 распределительных вала на двигателе.
Есть и другие примеры несколько иного подхода к использованию распредвала и его конструкции. Японские инженеры из компании Honda для своей системы под названием VTEC придумали оригинальный ход. Здесь сразу несколько кулачков отвечают за регулировку высоты поднятия только одного клапана. То есть на каждый из клапанов приходится по несколько рабочих кулачков. Инженеры постоянно работают над усовершенствованием систем газораспределения, повышают эффективность работы ГРМ, меняют фазы. Всё это позволяет повысить производительность двигателя, поднять его максимальную скорость, обеспечить лучшее ускорение. При этом не забывают о вопросах экономии топлива.
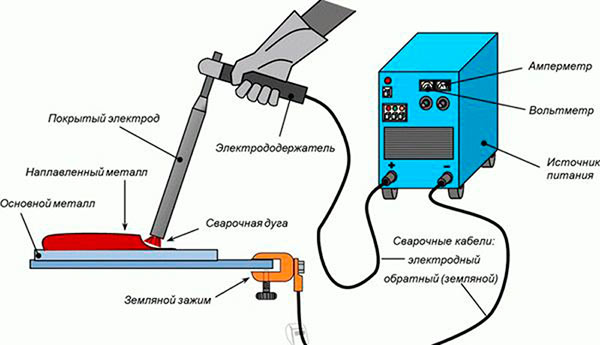
Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.
Наплавляемые швы:
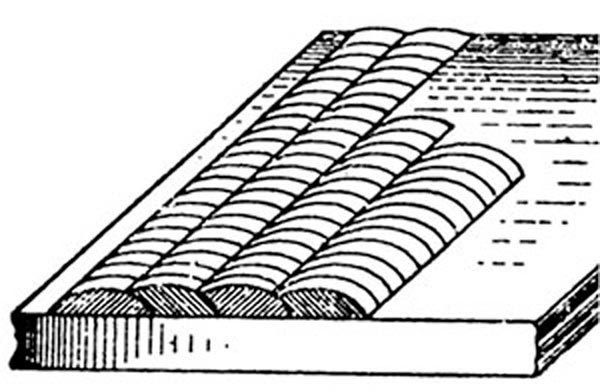
При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Технология наплавки на поверхность детали:
Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Внимание! Некоторые предприниматели организуют подобные ремонтные подразделения в своих пунктах технического обслуживания автомобилей. Как показывает практика, такие небольшие производства востребованы
Они дают существенную прибыль для основного производства.