Виды сварки для ремонта автомобилей
Содержание:
- Сварка полуавтоматом
- Треснула рама
- Виды сварки для кузовного ремонта
- Сварочная проволока
- Как варить кузов полуавтоматом
- Особенности и преимущества сварки кузова автомобиля инвертором
- Выбор сварочного оборудования
- Инверторная сварка
- Сварка MIG/MAG
- Полезные советы при сварке кузова авто своими руками
- Виды сварочных аппаратов
- Для кузовных работ
Сварка полуавтоматом
Сваривание полуавтоматом является самым распространенным видом соединения деталей. Автомобили не являются исключением.
В полуавтомате роль электрода выполняет проволока, которая подается из вставленной в аппарат бобины. Само сваривание происходит в защитной газовой среде.
Авто сварка полуавтоматом имеет много преимуществ. С помощью этого оборудования становится возможным без особых трудностей достать с целью соединения детали, расположенные в труднодоступных местах. Этим способом можно пользоваться при ремонте автомобилей и грузовиков большого размера. С помощью полуавтомата выполняются швы различной ширины.
Устройство полуавтомата от остального подобного оборудования отличается специфичностью расходных материалов — вместо электродов при сварке используется проволока. Она подается во время процесса сварки в автоматическом режиме, что является крайне удобным.
Ремонт авто сваркой полуавтоматом является эффективным способом, приводящим без применения особых усилий к хорошему результату. С помощью этого оборудования можно производить ремонт деталей толщиной от 0,7 до 4 миллиметров. В этот диапазон укладываются, как тонкие крылья, так и массивные лонжероны. Сварка автомобиля полуавтоматом — наиболее приемлемый вариант, если предстоит ремонтировать кузов машины.
Сварку различных деталей автомобиля наиболее часто производят методом их стыка. Это исключает образование лишних утолщений на поверхности. Таким методом можно ставить на поверхность деталей в необходимых местах небольшие заплатки или вставки при условии, что в дальнейшем на них не будет оказываться значительное усилие. Полуавтоматом можно выполнять различные виды соединений.
С кромок соединяемых деталей предварительно необходимо снять фаски, если толщина деталей превышает два миллиметра. В остальных случаях можно обойтись без этого. Необходимо свести к минимальному значению величину зазоров между соединяемыми деталями, а лучше совсем обойтись без них. Наиболее популярным среди автомобильных сварщиков методом служит соединение внахлест.
Автомобильная сварка с помощью полуавтомата позволяет выполнять различные типы швов:
- точечный;
- сплошной внахлест;
- сплошной прерывистый внахлест;
- сплошной прерывистый встык.
При точечном способе сварки деталей автомобиля полуавтоматом соединение происходит путем наложения не сплошного шва, а отдельно стоящих через определенные промежутки точек. Интервал между ними зависит от протяженности соединения. Он может находиться в диапазоне от нескольких миллиметров до нескольких сантиметров.
Заваривать швы полуавтоматом можно при различном положении деталей, а, следовательно, и шва. Наиболее удобной является сварка сверху в горизонтальном положении. В этом положении также можно применять и сварку внизу. Для того, чтобы выполнять вертикальный шов, свариваемые детали должны располагаться в вертикальной плоскости. При этом необходимо предусмотреть возможность стекания раскаленного металла вниз по линии шва.
Перед началом сварки необходимо провести подготовительные операции по очистке поверхностей и настройке полуавтомата. Для сваривания тонких поверхностей следует установить «1», «макс», а плавность регулировки на «7». Для толстых листов больше подойдет установка соответственно «2», «макс», «8».
Если при сварке полуавтоматом образовались прожоги, то это означает, что был выбран слишком большой ток. На поверхности может образоваться капелька застывшего металла, образовавшаяся из раскаленной проволоки. Ее после окончания работы необходимо убрать.
Если по время работы проволочку слишком сильно прижимать к поверхности, то будет возможна поломка подающего механизма. Если проволока будет скользить по поверхности, это наоборот, означает, что прижимное усилие недостаточно.
Для сварки кузова самым подходящим будет углекислотный полуавтомат. Его применение обеспечит надежную сварку деталей толщиной до шести миллиметров. Сваривать он может, как черные, так и цветные металлы.
Такой полуавтомат требует применения углекислого газа в баллоне. Также необходим редуктор для снижения давления. Для сваривания цветных металлов целесообразно применить аргоновую сварку. Наличие легко воспламеняющегося газа потребует осуществления дополнительных мер по обеспечению безопасности процесса.
Полуавтоматический сварочный аппарат для сварки автомобиля является гарантией получения красивого качественного шва, поэтому его целесообразно использовать, если предстоит сварка на дорогом автомобиле.
Треснула рама
Всегда старайтесь понять и определить причину возникшей трещины.
Просверлите отверстие в конце трещины и расточите трещину в виде “V” на 2/3 глубины металла. После проваривания и зачистки нужно поверх приварить усиливающую накладку. Частая причина трещин в раме, особенно грузовиков – усталость металла. Так происходит из-за циклических погрузок и разгрузок. Часто трещины возникают в нижней части балок, так как она часто находится под наибольшим напряжением.
Усталость является поведением материала, когда подвергаемый циклическим нагрузкам материал может дать трещину. Усталость – это когда Вы что-то сгибаете несколько раз, до момента, когда материал сломается. Каждый материал имеет предел эластичности.
Трещины могут быть отремонтированы сваркой, зачисткой до плоского состояния и последующей приваркой усиливающей пластины (см. ниже).
Не приваривайте заплату прямо на трещину, не заварив её по правилам.
Виды сварки для кузовного ремонта
Для сварочных работ при ремонте кузова легкового автомобиля чаще всего применяют следующие виды сварки:
- углекислотный полуавтомат;
- сварка инвертором.
Инверторная сварка требует большой точности и аккуратности в работе, а также отсутствует возможность работать с металлом толще 3 миллиметров.
Углекислотный полуавтомат является универсальным ремонтным средством для сварки основной части авто, к тому же вариантов исполнения моделей существует сегодня превеликое число. Углекислотный полуавтомат дает возможность варить кузов легкового авто на участках, где толщина металла достигает 6 миллиметров. Таким образом, появляется возможность легко производить ремонт и устранять самые различные недостатки металла, варить пороги и кузов авто, лонжероны, удалять дыры, варить крылья и выпрямлять вмятины.
https://youtube.com/watch?v=IooBqSZH83Q
Универсальное применение углекислотного оборудования было достигнуто за счет газа, эксплуатируемого оборудованием, — двуокиси углерода. Находясь под давлением, двуокись углерода подается в зону сварки, при этом вытесняя из нее воздух. Так металлическая поверхность избегает контакта с воздухом, а, следовательно, окисления. Предотвращение образования оксидной пленки на поверхности листа металла в будущем гарантирует качественное соединение (разумеется, если во время работы действия сварщика были квалифицированными).
Починить кузов легкового автомобиля полуавтоматической сваркой достаточно сложно, но вполне возможно, если знать некоторые специфические шаги, алгоритмы действий, придерживаться советов и наставлений опытных профессионалов. Кузов автомобиля — ответственная составляющая, являющаяся основой. Какой должна быть подготовка? Данный вопрос должен интересовать каждого сварщика, желающего починить свой личный транспорт.
Сварочная проволока
Чтобы варить полуавтоматом, нужно выбрать проволоку, которая будет иметь аналогичный диаметр. Сварка полуавтоматом осуществляется вместе с медной проволокой. Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Если используемая проволока не изготовлена из меди, она должна иметь медное покрытие. Этот элемент обеспечивает:
- бесперебойный электрический контакт;
- заменяет сварочный флюс.

Необходим материал с толщиной от 0,3 до 3 миллиметров. Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
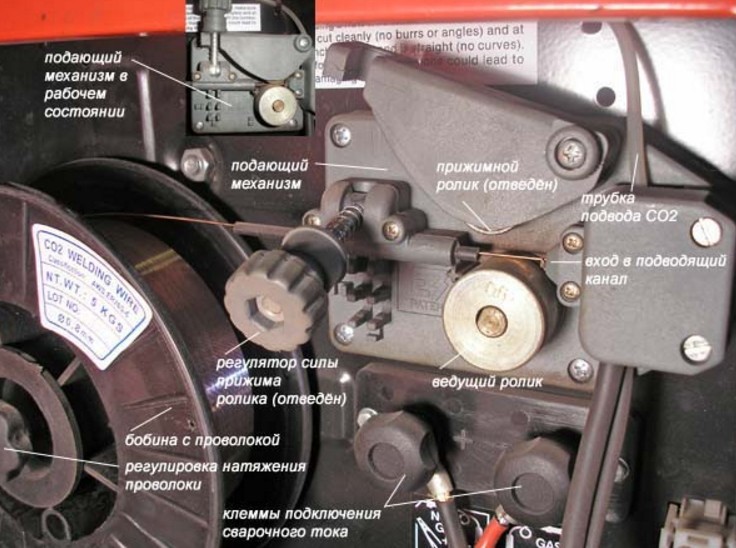
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.

Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.
Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.

Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Особенности и преимущества сварки кузова автомобиля инвертором
Инверторы являются высокотехнологичным оборудованием, которое, между тем, достаточно просто в управлении, например, в части обучения технологий сварки (срок обучения не превышает для новичков одной недели). Данные аппараты отличает также высокая производительность, что делает данный вид сварочного оборудования особенно распространенным в части сварочных работ на автомобильной технике.
Сами инверторные сварочные аппараты обладают рядом преимуществ, к числу которых относятся:
Однако следует понимать, что инверторы по своей цене находятся в том же диапазоне, что и полуавтоматические аппараты, а в некоторых случаях могут его превышать по стоимости (в зависимости от используемого бренда).
Выбор сварочного оборудования
Аппарат на переменном токе
Автовладельцы часто выбирают сварочное оборудование с принципом работы, основанным на переменном токе. Но он не пригоден для работы по кузову по нескольким причинам:
- получаемые сварочные швы невысокого качества;
- возникают проблемы с доставанием электродом нужных мест из-за громоздкости оборудования;
- подобным аппаратом варят железо толщиной больше, чем на кузове: 1 мм прожигается подчас насквозь, лучше варить им при толщине свыше 6 мм;
- довольно сложный инструмент.

Аппарат переменного тока рекомендуется, когда предстоят простые сварочные работы автомобиля, вроде заваривания лопнувшей рамы.
Углекислотный полуавтомат
Это наиболее часто встречающееся оборудование, успешно применяемое при самостоятельном ремонте автомобиля. Сварка на нём производится посредством проволоки, поступающей в зону работы. Полуавтомат лучше выше охарактеризованного оборудования по нескольким пунктам:
- сварочные работы доступны при 0,8–6 мм толщины железа;
- шов аккуратный;
- качество хорошее;
- можно использовать аргоном, тогда получится проводить сварочные работы на цветном металле;
- опыт требуется меньше: не нужно поддерживать постоянную дугу;
- расходность материала, деформированность металла автомобиля ниже.

При полуавтоматической сварке проволока подаётся в рабочую зону. Она служит в качестве электрода при сваривании железа на высокой скорости. Металл плавится, не сгорая, элементы надёжно крепятся. Шов, полученный после сварки углекислотным аппаратом, внешне и с точки зрения механики очень качественный.
Недостаток полуавтомата — большие размеры и масса, что обусловило стационарность работы.
Инвертор
Сварка автомобиля инвертором доступна даже тем, кто не имел опыта работы. Этот прибор практичнее, когда сварочные мероприятия хочется ускорить. В нём используются высокочастотные токи — до 2 тысяч Гц. Преимущества инвертора:
- компактность;
- сварка на высокой скорости;
- инвертором можно варить при пониженном напряжении в сети;
- простота в использовании;
- хорошее качество швов инвертором даже у начинающих.
Минусы выбора этого аппарата при сварке автомобиля:
- дорогой;
- сварка металла не более 3 мм толщиной;
- пылечувствителен.

Конечно, при повреждениях кузов лучше заменить, что довольно дорого. Рекомендуется также обращаться к специалистам. Для экономии бюджета вполне можно выполнить сварочные работы по кузову самостоятельно, главное тут — оценить потребности и сложность ремонта, а затем посмотреть видеоуроки с советами. С инвертором даже начинающий автовладелец вполне справится с нужным объёмом мероприятий, иное оборудование требует наличия навыков, опыта обращения. Выбирайте тот вариант, который вам будет лучше подходить, рассмотрев все плюсы и минусы разных вариантов.
Инверторная сварка
В последние годы все чаще при необходимости выполнить сварочные работы для кузова применяется инвертор.
Это усовершенствованный технологически, компактный и легкий сварочный аппарат, работающий на современных компонентах и с особенным методом преобразования тока. Он отличается низкой чувствительностью к пониженному напряжению питания и обеспечивает легкое разжигание дуги.
Электрическая схема аппарата контактной сварки.
Для неопытного сварщика сварочный аппарат инверторного типа – настоящая находка. Инвертор действительно стоит выбрать для ремонта автомобиля в бытовых условиях, ведь не справится с таким аппаратом разве что ребенок.
А примененные в работе электроды ничем не отличаются от расходных материалов при стандартной сварке. Но справедливости ради добавим: при всей простате инверторной сварки ее результаты редко отличаются высочайшим качеством.
Зачастую швы получаются толстыми и недостаточно ровными, из-за неравномерного нагрева металла появляются деформации, даже если держать и управлять прибором мастерски.
По этой причине инвертором варят незаметные глазу места на кузове авто: поверхности в багажнике авто, под крыльями и т.п. Для работы потребуется настроить ток в зависимости от толщины деталей и материала, выбрать электрод и подключить клемму массы к рабочей поверхности.
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.
MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (H2). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.
Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.
Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает. При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).
Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.
Для кузовных работ
Как отмечалось, к сварочному шву при кузовных работах предъявляются повышенные требования. Особенно если он находится на видном месте. Эти работы выполняются как инверторами, так и полуавтоматами.
Полуавтомат
Наиболее приемлемым в достижении положительного результата будет применение сварочных полуавтоматов. На протяжении всей длины сварочного шва сохраняется одинаковое расстояние между ним и соплом подачи проволоки. Шов получается ровный и не выделяющийся на поверхности кузова.

Сварочный полуавтомат Fubag TSMIG 150. Фото 220Вольт
Применение инертного газа не дает образовываться шлаку и позволяет сразу приступать к покрытию. Тонкая сварочная проволока и минимальный сварочный ток дают возможность эффективно работать с самыми малыми толщинами кузовного материала.
При выполнении длинных кузовных швов с очень тонкой толщиной металла, применяется опция импульсной сварки. Программа подает ток и проволоку через промежутки времени, тем самым не допуская перегрева свариваемых листов. Получается ровная, без короблений поверхность.
Инвертор
Сварка инвертором производится с помощью специальных электродов, достаточно большого для листового металла диаметра. Шов получается более толстым, тем самым становится более заметным на поверхности кузова.
Инвертор Сварог ARC 165.
Металл в зоне сварки может сильно нагреваться и вызывать термическую деформацию. Поэтому сварку кузова с помощью инвертора лучше выполнять в местах скрытых от человеческого глаза.