Технология сварки автомобиля
Содержание:
- Оборудование
- Сфера применения хромирования
- Способы хромирования
- Восстановление хромированного покрытия своими руками
- Способы хромирования
- 1 Особенности металлизации хромированием
- Возможные дефекты
- Контроль качества хроматных пленок
- Методы проведения
- Способы хромирования
- 2 Оборудование для хромирования
- Защитно-декоративное хромирование
- Методы
- 1 Принцип работы хромирующей установки
- Возможные дефекты
- Электрохимическое нанесение хрома
Оборудование
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Сфера применения хромирования
Полностью описать все области и сферы, где используется технология, сложно. Хромирование незаменимо в мебельной промышленности, хромом обрабатывают фурнитуру, отделочные элементы. Методика популярна в производстве сантехники — элемент наносят на внешнюю и внутреннюю поверхность труб, ванн, раковин, используют для покрытия ручек, смесителей.
В автомобильной промышленности технология применяется для изготовления:
- накладок и отражателей;
- алюминиевых дисков;
- элементов кузова;
- поршней;
- компрессионных колец;
- роликов и осей.

Хромирование применяется при выпуске резины, пластмассы (хром наносят на каландровые валы и пресс-формы), разного измерительного инструмента. Материалом покрывают те элементы, которые сильно трутся между собой, чтобы повысить их износостойкость.
Способы хромирования
Самостоятельно покрыть деталь тонким слоем хрома можно, применяя одну из существующих технологий:
- Гальванизация в растворе. Метод довольно прост. Он подходит для хромирования в домашних условиях автомобильных дисков, съёмных деталей из салона, пластмассовых и металлических бытовых предметов. Среди недостатков гальванизации в ванне с раствором выделяют необходимость в просторном помещении и дополнительном оборудовании для заливки электролитов (вместительная ванна). Без выполнения этих условий сложно произвести полноценное декорирование габаритных предметов, например, автомобильных дисков большого диаметра.
- Напыление хромового слоя. Такой способ подразумевает использование гальванической кисти. Остановив свой выбор на этом методе, будет легче осуществлять контроль за толщиной и качеством напыления. Однако потребуется больше времени и денежных средств, потому что качественное декоративное оформление возможно только при многократном проведении кистью по одной и той же зоне. Применение технологии целесообразно, когда нужно хромировать мелкую несъемную деталь. Есть терпеливые специалисты, которые таким методом умудряются декорировать весь кузов автомобиля.
Восстановление хромированного покрытия своими руками
Сначала вам предстоит обработать деталь шлифовальными инструментами, удаляя все неровности, зачищая раковины и риски.
Для достижения наилучшего результата начинать работу следует грубыми наждачными насадками, постепенно уменьшая их номер, вплоть до войлочных насадок. Доказательством того, что работа выполнена на отлично будет гладкая и ровная поверхность.
После проделанных процедур следует обезжирить поверхность, для этого вам понадобится бензин или керосин. Смоченной в жидкости щеткой удалите с детали грязь, ржавчину и окалины. Как восстановить хромовое покрытие в фаре?
При сильном загрязнении вам, возможно, понадобится провести обработку в нескольких наполненных керосином или бензином ваннах.
После процедуры тщательно промойте деталь, проследите, чтобы на ней не осталось следов щелочи.
Дополнительная информация: Как восстановить хромовое покрытие на пластике
Конструкция кисти для хромирования крупногабаритных пластиковых деталей Важным элементом установки для хромирования пластмассы является источник тока, в качестве которого может быть использован мощный трансформатор или автомобильный аккумулятор. Схема работы такой установки при использовании разных источников тока будет иметь некоторые отличия.
- емкость, в качестве которой сгодится обычная стеклянная 3-литровая банка или же пластиковое ведро (выбор конкретной емкости зависит от конфигурации детали, которая будет хромироваться);
- деревянный ящик (его нужно изолировать стеклотканью, а затем утеплить песком);
- нагревательный элемент, так как хромирование проводится при высокой температуре (подойдет обычный ТЭН);
- термометр (шкала должна доходить до 100 градусов по Цельсию);
- фанерный лист;
- зажим;
- кронштейн для фиксации обрабатываемых деталей;
- емкость из стекла или пластика, внутренний объем которой подбирается в зависимости от размеров обрабатываемого изделия;
- деревянный ящик, стенки которого надо заизолировать стеклотканью, а затем утеплить песком;
- нагревательный элемент, при помощи которого температура электролита будет доводиться до требуемого значения (в качестве такого элемента можно использовать обычный ТЭН);
- термометр, способный измерять температуру до 100 ° ;
- лист фанеры;
- зажим;
- кронштейн, на котором будет фиксироваться обрабатываемая деталь.
- В некоторых случаях выполнить хромирование своими руками не представляется возможным, и тогда можно выбрать альтернативный способ придания детали эффектного вида — никелирование.
- Хромирование позволяет отражать свет Солнца, но со временем это свойство обработанной поверхности утрачивается.
Хромированные изделия весьма популярны благодаря своему эстетическому виду. При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид.
Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях.
Для того, чтобы сделать пластиковые детали прочными, придать им зеркальный блеск и защитить их от незначительных повреждений используется хромирование пластика. Данный процесс позволяет придать деталям любой цвет и оттенок, а также восстановить утраченный блеск.
Способы хромирования
Процесс гальванизации основывается на нанесении на поверхность детали слоя металла с помощью электролита. При этом могут преследоваться сразу две цели — защита и декорирование. Соответственно, хромирование предполагает, что на покрытие с помощью электротока будет осаждаться особый слой хрома.
Данный процесс может осуществляться несколькими способами:
- Химическая металлизация с применением ванны со специальным раствором. Это общедоступная технология для домашнего применения, однако она позволяет обрабатывать лишь детали небольших размеров.
- Напыление с помощью специальной кисти. Этот способ не имеет никаких ограничений по размерам обрабатываемых поверхностей. Он также отлично подходит для хромирования элементов, которые невозможно снять. При работе мастер может регулировать толщину хромированного покрытия и контролировать уровень качества напыления. Однако эта процедура является крайне трудоемкой, потому что по одному и тому же месту следует проводить около десяти-двадцати раз.
1 Особенности металлизации хромированием
Несмотря на цивилизованность современного человека, он, как и его предки много веков назад, любит красивые блестящие вещи. Блестящие детали кузовов автомобилей и мотоциклов, хромированные аксессуары в ванных комнатах и кухнях, золоченые и посеребренные статуэтки, оцинкованные покрытия домов — эти красивые вещи становятся с каждым годом все востребованнее.
Процесс металлизации, в зависимости от наносимого металла, бывает таким:
- покрытие цинком;
- хромирование;
- алитирование, нанесение алюминия.
Металлизация цинком применяется для улучшения антикоррозийных характеристик стальных и металлических изделий и конструкций, что увеличивает их срок службы.
 Металлизация изделий
Металлизация изделий
Алитирование применяют для придания высоких антикоррозионных свойств оборудованию, работающему при высоких (до 900 °С) температурах. Это детали и механизмы, используемые для крекинга газа и нефти, элементы газовых турбин, печная арматура и другое оборудование.
Хромирование металлических и других поверхностей применяют для получения красивых декоративных покрытий. С помощью технологии металлизации хромом устраняют небольшие дефекты на поверхностях деталей и улучшают свойства основного материала. Улучшаются следующие характеристики:
- повышение антикоррозийных свойств;
- увеличение твердости металла;
- улучшение защитных характеристик от эрозии;
- повышение жаропрочности;
- усиление износостойкости;
- улучшение внешнего вида;
- возможность получения покрытий с заданными характеристиками.
Возможные дефекты
Несоблюдение технологии ведет к образованию различных дефектов хромового слоя. Во избежание этого необходимо знать основные причины:
- несоблюдение температурного режима;
- неправильные концентрации элементов раствора;
- некачественная подготовка рабочей поверхности;
- нарушение параметров подачи тока;
- наличие посторонних частиц и примесей.
Вследствие названных причин проявляются такие дефекты, как слабый блеск либо его отсутствие, питтинг, хрупкий осадок, шероховатость, набросы, вуаль, шероховатые и темные пятна, подгар, отслаивание, трещины, полосы, пузыри, шелушение, отсутствующие фрагменты, темно-серый цвет, низкие скорость осаждения и рассеивающая способность электролита, черная или коричневая пленка на анодах.
Контроль качества хроматных пленок
Контроль качества пассивирующей пленки на изделии проводится капельным методом. На поверхность детали наносят каплю раствора уксуснокислого свинца (50 г/л) с РН 7,7. Качественными считаются покрытия, на которых не происходит потемнение капли индикатора в течение 60 секунд на цинковых покрытиях и 10 секунд на кадмии.
|
Методы проведения
Знание взаимодействия химических элементов и наличие базового оборудования поможет беспроблемно провести хромирование своими руками. Существует 3 способа проведения данной процедуры.
https://youtube.com/watch?v=jOjbQfKRscM
Гальванический
Электрохимический метод серебрения металла подразумевает наличие прокаливающего элемента – катода, среды химической реакции – электролита, обрабатываемой детали – анода. Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.
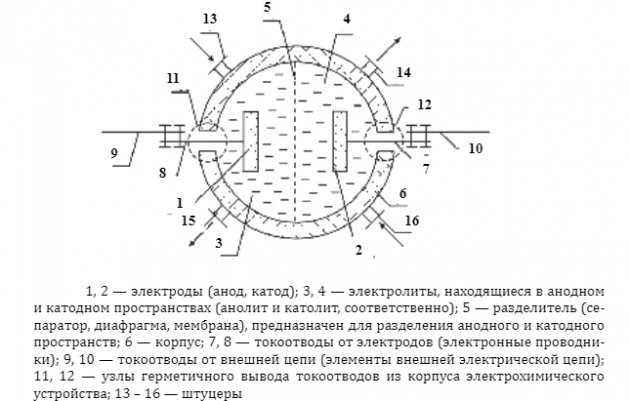 Схема электрохимического устройства
Схема электрохимического устройства
Каталитический
Химический способ обработки металла основывается на взаимодействии реагентов с поверхностью изделия. Атомы с высоким потенциалом поднимаются на верхний слой покрытия в результате реакции с реагентами. Полученное покрытие полируют и доводят до зеркального оттенка.
Диффузионный
Такой метод хромирования сохраняет базовые принципы напыления хрома, но сама процедура проводится с помощью гальванической установки. Этот тип хромирования своими руками избавляет от необходимости сооружать громоздкую электролитическую ванну. Гальваническая установка представляет собой специальную кисть, в которую заливается электролит, трансформатор и шнур, соединяющий катод и анод. Вместо привычной ворсистой кисти можно использовать пористую губку.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.
Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Видео:
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
2 Оборудование для хромирования
Первое, что нужно для хромирования, отдельная от жилых помещений, хорошо проветриваемая территория. Не стоит начинать экспериментировать дома на кухне, в ванной или в других местах, не предназначенных для работы химического оборудования. Лучшим выбором будет большой гараж или мастерская, которую перед этим стоит освободить от емкостей с бензином, маслом, краской и растворителями. Также неплохо было бы оборудовать систему принудительной вентиляции. Обязательно обзаведитесь огнетушителем и продумайте вариант аварийного пожарного выхода.
Оборудование для хромирования включает:
- гальваническая ванна из пластика;
- выпрямитель с параметрами 12В/50А;
- нагреватель, устойчивый к действию кислоты;
- термометр.
Кроме гальванической ванны вам понадобятся несколько дополнительных емкостей такого же размера для промывки обрабатываемой детали. Для экономии времени и средств необходимо будет организовать отдельную гальваническую ванну для омеднения или никелирования, так как постоянно менять реактивы в одной емкости долго и нецелесообразно.
Гальванические ванны для омеднения или никелирования
Выпрямитель должен быть достаточно большой мощности, особенно если вы хотите хромировать своими руками детали средних и больших размеров. Исходите в расчетах из того, что для создания блестящей поверхности необходима плотность тока порядка 15-25 А/дм2, так что обычный выпрямитель способен обеспечить нормальное проведение процесса максимум для накладок дверных ручек автомобиля либо небольших деталей внутренней отделки (ручка коробки передач, ободок корпуса магнитолы, и т.п). Большие детали — диски или бампер, покрыть хромом своими руками скорее всего не удастся, или обойдется в сумму, соизмеримую с покупкой новых запчастей.
Что касается нагревателя, то в некоторых источниках рекомендуется использовать обычный ТЭН. Хотелось бы строго предостеречь относительно данного решения, так как для хромирования требуется оборудование, устойчивое к действию кислот, ТЭН не является таким устройством, и его использование повлечет за собой, в лучшем случае, поломку электролитической ванны.
Защитно-декоративное хромирование
Как сказано ранее защитно-декоративное хромирование предназначено для придания изделиям красивого внешнего вида – блестящей металлической поверхности и повышению коррозионной стойкости.
Широкое применение защитно-декоративное хромирование находит в автомобильной промышленности. Трудно представить себе классический автомобиль или классический чоппер без хромированных деталей интерьера или экстерьера. В современных автомобилях количество хрома значительно меньше, но почти все мастерские по тюнингу предлагают достаточно востребованные услуги по нанесению хромового покрытия на различные элементы автомобилей или мотоциклов. Множество мастерских занимаются хромированием автомобильных дисков, многие предлагают услуги по восстановлению изношенных деталей автомобилей и мотоциклов, придания им первоначального красивого внешнего вида. Если применять твердое хромирование, то время службы отдельных деталей и узлов может быть значительно увеличена (твердость хромового покрытия значительно выше твердости стали). Довольно распространено нанесение хромовых покрытий химическим способом, но только при электролитическом хромировании возможно получить покрытие, которое не только выглядит привлекательно, но и обладает повышенной стойкостью к воздействию агрессивной среды (грязь, песок, реагенты) и к постоянным механическим воздействиям.
Еще одной сферой применения декоративного хромирования является изготовление торгового, рекламного и выставочного оборудования. В качестве примера можно привести хромирование металлических торговых корзин, тележек или подвесов – изделия получают значительно более высокие эксплуатационные и декоративные характеристики по сравнению с оцинкованными. Повышенная цена по сравнению с оцинкованными изделиями (примерно на 30-50%) нивелируется значительным увеличением срока службы, а при изготовлении выставочного оборудования привлекательный, яркий внешний вид зачастую становится основным критерием в выборе покрытия.
Для получения качественного защитно-декоративного покрытия на сталь сначала осаждают медь и никель, и только потом непосредственно хром. Каждый слой перед нанесением следующего должен быть отполирован. Слой меди осаждают до получения покрытия толщиной 10-15 мк при этом необходимо обеспечить припуск на полировку толщиной примерно 3 мк, при толщине слоя меди выше 15 мк припуск должен быть не менее 7 мк. Слой никеля толщиной 15 мк должен иметь припуск от 2 до 5 мк. Возможно нанесение хрома непосредственно на поверхность стали, при этом толщина слоя должна составлять не менее 40 мк.
Изделия из цветных металлов – меди или латуни перед хромированием покрывают слоем никеля. Если эксплуатация таких изделий не предусматривает интенсивного механического воздействия на их поверхность, то возможно нанесение слоя хрома непосредственно на металл.
Методы
Хромирование в домашних условиях возможно осуществить по двум технологиям.
- Первая — в специальном растворе.
- Вторая технология состоит в напылении покрытия с применением гальванической кисти.
Названные способы хромирования деталей значительно отличаются друг от друга с точки зрения осуществления. Так, напыление более трудоемко ввиду того, что поверхность необходимо обрабатывать вручную, однако оно имеет значительные преимущества перед жидким хромированием:
- Оно позволяет контролировать толщину покрытия.
- Такая технология подходит для обработки предметов любых размеров.
- Возможна визуальная оценка качества покрытия.
- Для данного метода обработки можно не демонтировать деталь.

Самодельное устройство для хромирования
Самостоятельно провести хромирование деталей жидким методом проще, однако предельные размеры обрабатываемого предмета определяются величиной используемой емкости. Поэтому данный способ обычно используют для хромирования небольших деталей.
1 Принцип работы хромирующей установки
Достаточно лишь приобрести оборудование для хромирования, и можно приступать к работе. Но все это далеко не так просто. Хотя удобная действительно существует негабаритная установка для хромирования. Выпущена она была в США не так давно и состоит из стенда, набора манометров, пистолета обдува и пульверизатора. Прилагается и инструкция по пользованию. Но стоит такое устройство прилично: около 2000 долларов. Более дешевый аппарат был выпущен и в России. Казалось бы, вот оно решение в вопросе защиты деталей автомобиля или иных металлических поверхностей! Но в названии устройства умышленно опущено ключевое слово «декоративное». Именно для подделки под хромирование и предназначено это оборудование.
Оборудование для хромирования
Принцип работы прост. Сначала готовится поверхность: ее зачищают от защитного слоя краски, шлифуют, обезжиривают и покрывают слоем надежной грунтовки. Желательно подвергнуть ее тепловой обработке, чтобы грунт получил более надежное сцепление с поверхностью. На остывшую деталь напыляется слой хрома. Люди, которые пользовались устройством для хромирования деталей, утверждают, что потребуется еще дополнительная защита в виде слоя лака или нанесения самоклеящейся пленки. Как мы все понимаем, такое «хромирование» не создаст барьера для коррозии.
Нанесение покрытия
В действительности под хромированием следует понимать химическую или электрохимическую реакцию металла и реагентов, в результате которого на поверхности образуется тонкий защитный слой (в данном случае слой хрома).
Возможные дефекты
Несоблюдение технологии ведет к образованию различных дефектов хромового слоя. Во избежание этого необходимо знать основные причины:
- несоблюдение температурного режима;
- неправильные концентрации элементов раствора;
- некачественная подготовка рабочей поверхности;
- нарушение параметров подачи тока;
- наличие посторонних частиц и примесей.
Вследствие названных причин проявляются такие дефекты, как слабый блеск либо его отсутствие, питтинг, хрупкий осадок, шероховатость, набросы, вуаль, шероховатые и темные пятна, подгар, отслаивание, трещины, полосы, пузыри, шелушение, отсутствующие фрагменты, темно-серый цвет, низкие скорость осаждения и рассеивающая способность электролита, черная или коричневая пленка на анодах.
Электрохимическое нанесение хрома

Электрохимический метод покрытия автомобиля хромом – самый дорогостоящий. Без специального оборудования и навыков провернуть такое невозможно. Ведь для придания этого модного декоративного эффекта на кузов необходимо накладывать особый подслой металла, например, никель, и только после этого с помощью электролитического осаждения наносится хром. Мнение эксперта Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
Для того, чтобы покрытые хромом детали кузова еще и были особо износоустойчивы, применяется уже «твердое» хромирование – когда верхний слой осаждается без металлического подслоя.